認定機器
21号
21号
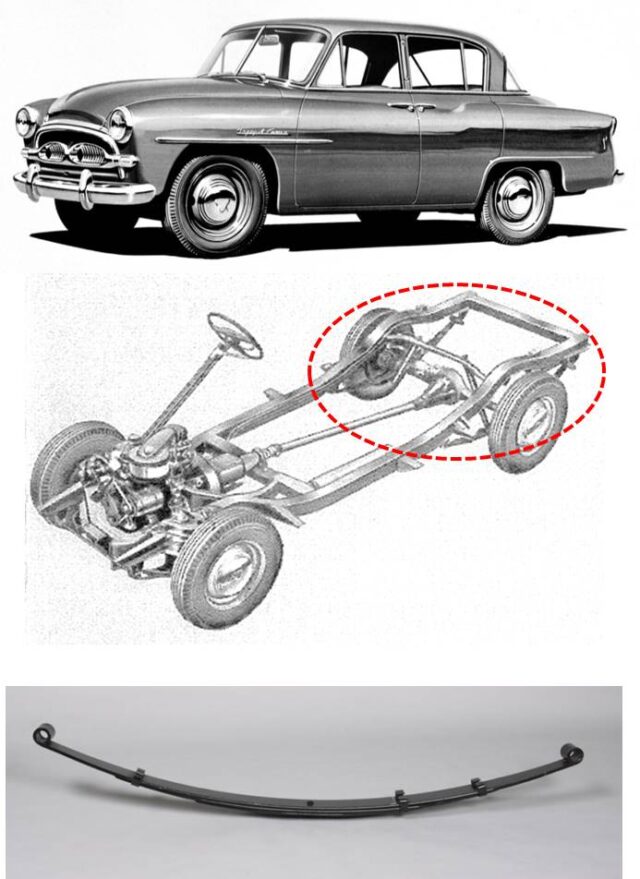
初代クラウン3枚板ばね
製造年:1955
本ばねは自動車技術会のばね技術委員会による研究成果を基に乗用車用に開発されたもので、軽量化は元より板間摩擦力を小さくすることで、振動吸収の追従性を向上し小さな振動に対しても十分な減衰効果を発揮させ、乗り心地を改善している。この背景には、正確な重ね板ばねの応力計算法の採用とストレスショットピーニングの適用による疲労強度向上の二つの技術開発がある。本開発以降、枚数が少なく、応力分布は均一かつショットピーニングにより設計応力を高くするという重ね板ばねの軽量化の基本的手法が定着化したことで、本ばねは歴史的並びに技術史的価値が高い。