認定機器
1号
1号

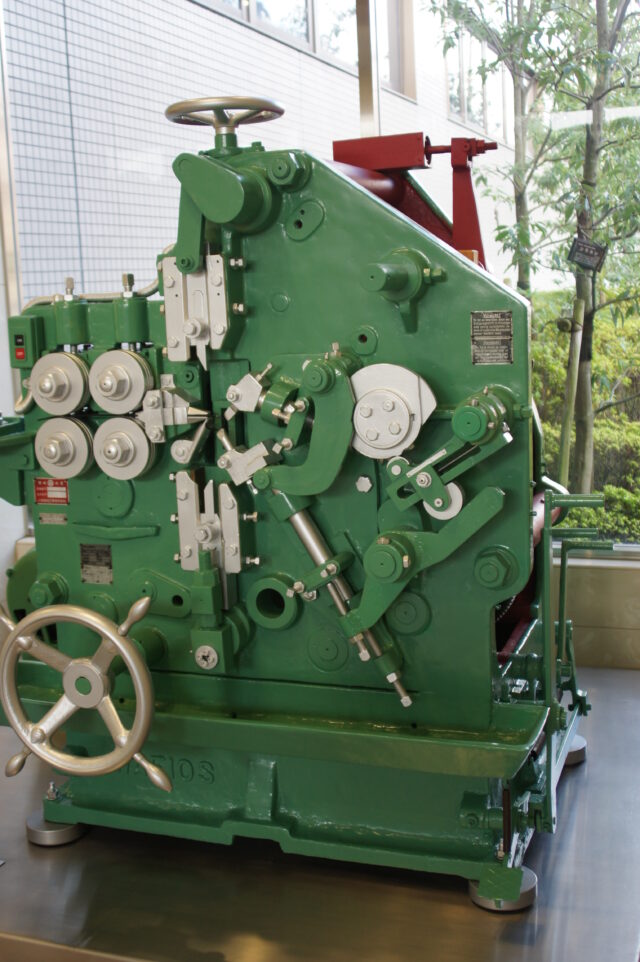
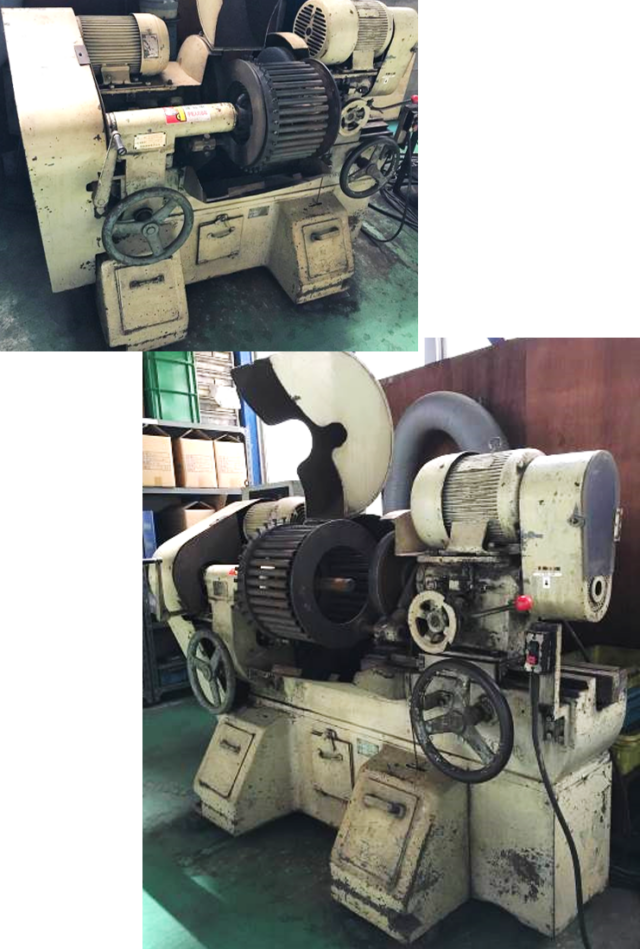
ユニバーサルコイリングマシン
取得年:1911年(明治44年)
本機は東京スプリング製作所(現三菱製鋼株式会社)が国産紡織機械用コイルばねの需要拡大に応え、米国より輸入した最新鋭の機械で、日本に現存する最古の自動コイリングマシンである。また1本ピンを特長とする米国式自動コイリングマシンの草分け(4号機)として世界的にも希少な機械遺産と考えられる。